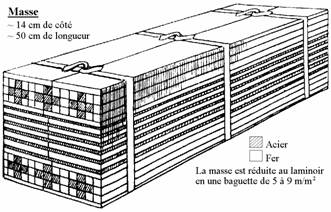
Le ruban sera obtenu par l'assemblage de 2 à 6 baguettes tordues, chauffées et soudées par martelage. La baguette était préparée à partir d'une masse composée de barres de fer et d'acier. La forme, l'épaisseur et la disposition de ces barres étaient déterminées par le canonnier. Cette masse sera ensuite passée au laminoir afin d'obtenir une baguette de section carrée de 5 à 9 m/m d'épaisseur. Chauffée au rouge, la baguette était ensuite torsadée de façon régulière sur toute sa longueur. Après avoir été formé, alésé, dressé et blanchi, le canon sera décapé à l'acide sulfurique pour faire ressortir le dessin du damas. Ce procédé, fort coûteux, était réservé aux fusils de luxe, principalement aux armes de chasse.
La beauté et la finesse du dessin dépendaient de la qualité du fer et de l'acier, de la composition de la masse, de la régularité de la torsion des baguettes et de leur quantité pour former le ruban. Les combinaisons des deux métaux étaient nombreuses, certaines étaient brevetées, d'autres étaient tenues secrètes par les canonniers. Quelques uns parvinrent à agencer les différents métaux de la masse de manière à faire ressortir une inscription dans le dessin du damas, par exemple : « Léopold II Roi des Belges ».

